Ammann has introduced a wide array of new asphalt plant solutions for both batching and continuous production types to suit a range of different applications. In addition, the firm is now offering improved drum designs that allow the use of RAP in the feed.
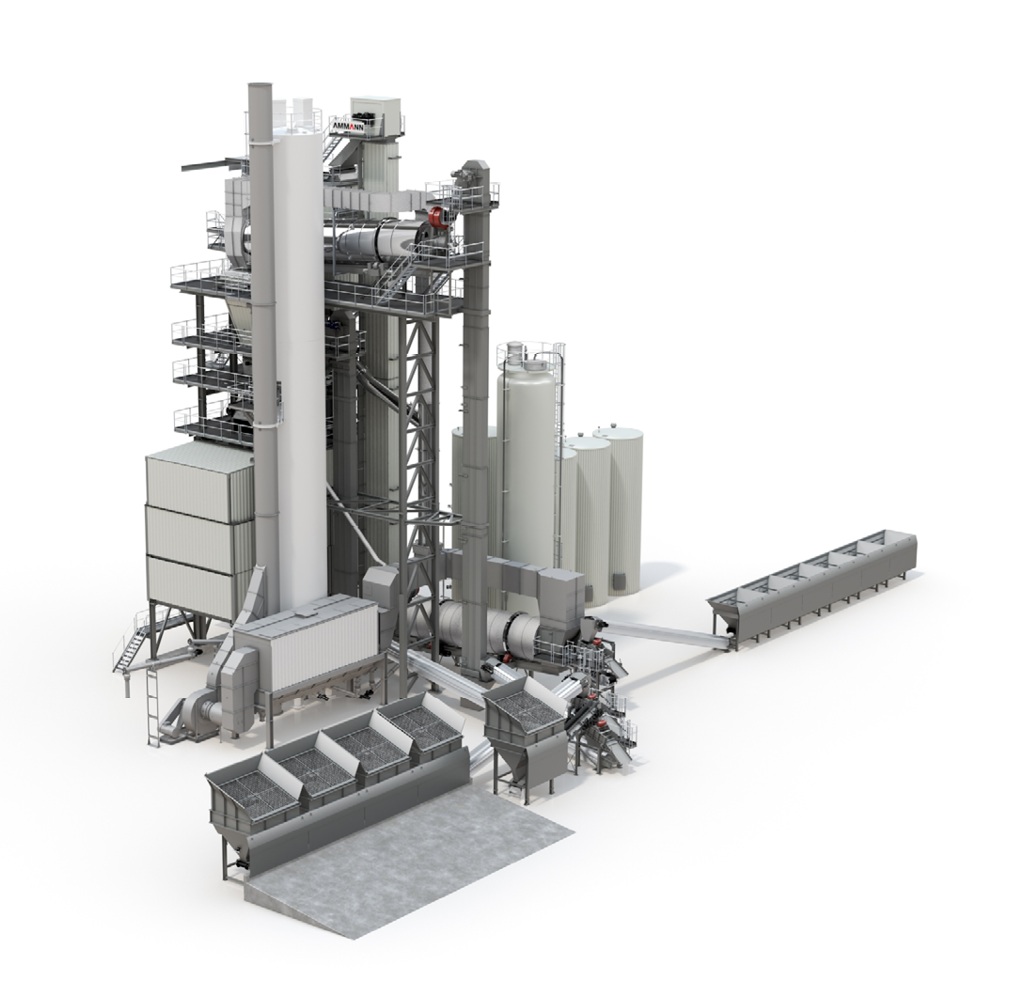
The most sophisticated is the high recycling technology (HRT) batch plant, a premium design that benefits from advanced technology. This can incorporate up to 100% RAP, while featuring extremely low energy consumption and emissions.
The double-drum system combines a virgin aggregate drum with either an RAH60 or RAH100 recycling drum. Indirect heating reduces fuel burn and emissions while avoiding the risk of damaging the materials. Heat distribution is homogenous, which prevents sticking, as does the vertical flow.
The HRT ABPseries can deliver an output ranging from 240-400tonnes/hour, ensuring high-volume production is available for large-scale projects.
Importantly, the HRT has been engineered so that future technologies can be integrated in the future. The plant is said to feature benefits of both batch and continuous plants. It can utilise up to 100% RAP with the RAH100 dryer, or up to 50% RAP with the RAH50 2nd Generation.
The ABC SolidBatch plant offers robust, reliable and high-production batching, while requiring a low initial investment. The plant can use up to 40% cold RAP in the mixer. An option for the plant is the new RAH35, which benefits from a drum dryer with a ring for RAP.
The plant is intended for customers who need to deliver results under tight deadlines. With its lowest cost of ownership, it represents the best value on the market. It also can be easily retrofitted with the latest Ammann technologies.
The ABA UniBatch plant is designed so that it can be customised, while offering, versatility and performance. The plant offers an output range from 140-400tonnes/hour, and the variety of configurations ensure customers can specify what they need. All components are integrated and designed to reduce fuel burn and emissions. The firm says that its advanced RAP technologies enable the production of cold, hot and warm asphalt. Mixes featuring up to 100% RAP are possible. The ABA UniBatch plant is said to be future optimised and includes features that can be easily retrofitted so it can be equipped with the latest, most technologically advanced and profitable options.
The ACP ContiMix 2.0 plant can produce cold, warm and hot asphalt mix and is a continuous type. The firm says that this plant is exceptionally efficient thanks to Ammann’s advanced technology for dryers, filters and energy usage. The as1 Control System is intuitive and brings further efficiencies.
Another new addition to Ammann’s continuous plant range is the ACM Prime 2.0. Mobility and a smart continuous-flow process are key features of this transport-optimised plant. It benefits from a compact design that ensures the entire plant can be fitted on one or two trailers. This makes relocation easy and efficient, while the plant also complies with all international transport codes.
Components are tested at the factory and most are pre-assembled on the chassis, which saves time when the plant reaches its destination. The separated drying, heating and mixing processes result in high mix quality. A novel controllable outlet gate allows the filling height and the mixing time to be set depending on the recipe and output. The Prime 2.0 plant is able to produce up to 210tonnes/hour and use up to 40% cold RAP.
Ammann is offering improved dryer drums in the shape of the upgraded RAH35, RAH50, RAH60 and RAH100.
The RAH35 dryer features a recycling ring designed to incorporate up to 35% RAP. The dryer can be retrofitted to any plant and requires a minimal investment. A special ring enables introduction of RAP into the most suitable area of the cylinder. The dryer protects RAP from high temperatures and releases low levels of emissions.
The RAH35 is available with a new generation long-nozzle Ammann burner, which allows introduction of RAP behind the flame. This further protects the RAP and lowers emissions.
For the firm’s second generation RAH50 dryer drum, special steel grades are used to boost performance and durability. This dryer is capable of handling up to 50% recycled material and is claimed to be over 20% more energy efficient than a conventional design. Emissions are low due to the matched burner and cylinder design which also includes Ammann’s patented system for gently heating RAP.
The RAH60 and RAH100 dryer drums can utilise up 60% RAP and 100% RAP, respectively. Both technologies are being improved continuously. This includes design optimisation for further efficiencies: material usage; reduced maintenance and cleaning requirements; and the capability to utilise materials with increasingly high performances.
The systems recognise that temperature is a key factor when incorporating RAP. The recycled material must reach the target temperature, but it is imperative has to be heated gently to prevent damaging the bitumen.
With the RAH60, RAP is heated in a traditional parallel flow dryer drum but at a lower temperature to protect the bitumen. Then, in a second dryer, virgin aggregate is heated to high temperatures. The aggregate exits that dryer and mixes with the RAP, heating it in the process.
The RAH100 dryer features two connected sections. The first is a high technology, static, hot-gas generator. The generator generates the hot air, which is transferred into the rotating second cylinder, consisting of a counterflow dryer.
The RAP enters the far end of the counterflow dryer but drops out before entering the hot gas generator. The RAP is heated indirectly without damaging the bitumen, while emissions are low and there is no need to overheat the virgin aggregates.
Finally, improved plant control and efficiency can be achieved using the latest as1 control system version 6.1, now available under Windows 11. The innovative Argon View user interface concept makes the operation of the system simple, despite the range of functions. Various optional add-on modules can support production-related processes on the plant. In addition to the mobile applications such as the as1 PIP (Plant Information Point) or the as1 WLT (Wheel Loader Terminal), the new as1 PAA (Plant Asset App), a mobile solution for plant monitoring and for support in plant settings and troubleshooting, will be presented for the first time.
Now, as1 OPC UA Server (Open Platform Communications Unified Architecture), a standardised software interface in the industrial environment is supported. This allows the operating status of the system to be queried in real time and used for each user’s evaluations.