

A project at NCC’s asphalt plant in Sweden is moving steadily toward creating a next-generation, future-ready facility that balances productivity with sustainability.
Following the successful installation of the RAH100 dryer – a state-of-the-art hot air recycling system – the plant is now equipped to dramatically increase its use of reclaimed asphalt pavement (RAP). This innovation not only boosts efficiency but also sets a new benchmark in sustainable road construction practices and offers the lowest maintenance costs in the market, making it a game-changer for both the environment and operational budgets
The objectives of the modernisation
The site modernisation project is essential to align the company’s operations with the highest environmental standards in the production of bituminous materials. By upgrading facilities and processes, the project ensures that the produced materials comply with the stringent requirements outlined by European directives. This initiative not only enhances sustainability and environmental responsibility but also positions the company as a leader in environmentally conscious manufacturing within the industry.
The excellence of RAH100 recycling
The RAH100 plant is recognised as one of Ammann’s flagship technologies, showcasing advanced engineering and efficiency. With over 80 installations globally, this system has established a strong presence in regions that prioritise environmental sustainability within their industrial sectors, including northern Europe, the US, Australia and more recently in China. Its widespread adoption underscores its effectiveness in meeting high environmental standards while delivering very high and reliable performance.
The main innovations that this type of plant brings to the production process common to many traditional plants are as follows:
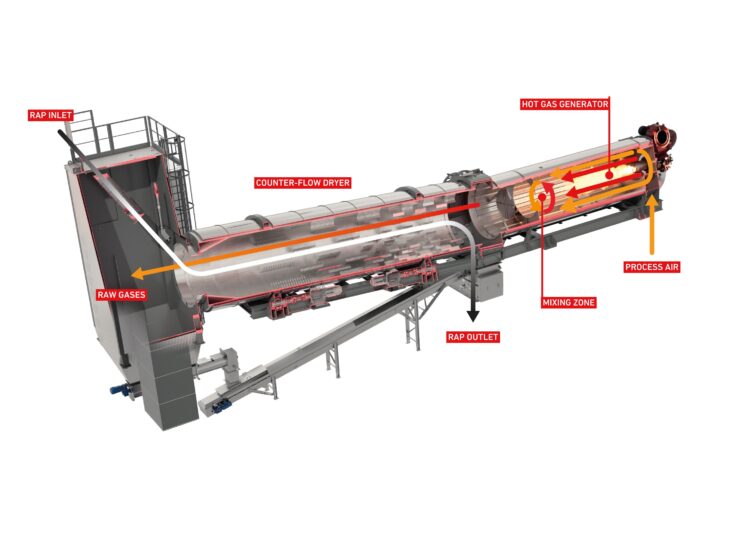
The Ammann RAH100 elevated dryer, dedicated to RAP, is a counterflow dryer positioned atop the mixer. It is specifically engineered to heat up to 100% RAP without direct contact with the heat source. Instead, it uses only hot air generated by the burner to achieve efficient and uniform heating, ensuring optimal processing of the granulate while maintaining safety and product quality.
The flow of hot air transferred to the RAP (at a temperature of around half the temperature of the burner flame) is generated by the static generator positioned directly opposite the RAP entry point. A refined process allows the bituminous mixture of RAP to be heated at a lower temperature, completely avoiding the well-known phenomenon of bitumen aging – a phenomenon caused by the exposure or contact of the binder contained in the RAP with aggregates or flame at high temperatures.
The slow, gradual and even ‘gentle’ heating provided by hot air preserves the rheological properties of the binder, reactivating it and raising its temperature up to around 160°C for proper final mixing. This results in a high-quality final mixture and eliminates the need to overheat the virgin aggregates, offering significant benefits in terms of energy efficiency and product quality.
All process fumes are conveyed to the bag filter with the purpose of removing all particulate matter, that is, dust generated from the heating of aggregates or RAP in the RAH100.
Ammann Wood Dust Burner: renewable, eco-friendly
Equipped with the RAH100, the Ammann Wood Dust Burner plays a key role in driving this transformation and highlighting the NCC asphalt plant’s new sustainable identity.
When burned, wood dust releases heat energy, making it suitable for applications such as residential heating, industrial boilers and power generation. Using wood dust as fuel helps minimise waste, lower total life-cycle carbon emissions and reduce reliance on fossil fuels. However, careful handling and storage are crucial; fine wood particles can create explosion hazards in areas with high dust concentrations.
Ammann is the leading wood dust burner manufacturer in Europe, with over 50 units in daily use.
Ammann burners are capable of operating with a wide range of fuel types, including:
• wood dust
• hydrogen
• natural gas
• light oil
• heavy oil
• Waste oil
• bio oil
• kerosene
• LPG (liquefied petroleum gas)
• coal dust
• LPG (in gaseous form)
Ammann burners are designed to perform with less energy consumption and a lower environmental impact. Our mission is to empower businesses by expanding their capabilities to embrace all the previously mentioned fuels but also unconventional and alternative ones, offering sustainable and cost‑effective energy solutions without compromising performance.
Harmonisation through AS1 control system
Last but not least is a comprehensive electrical retrofit, which includes the implementation of Ammann’s latest AS1 control system. This upgrade ensures seamless operation and allows for precise management of every component in the production line – from drying to mixing – making the plant smarter and more responsive to modern demands.
With these critical components now in place, the next step is commissioning the plant. This phase will rigorously test the integrated systems, fine-tune performance and ensure safety and compliance across all operations. Once commissioning is complete, the plant will officially begin production, marking the full realisation of this phase of modernisation.
The complete digitalisation and automation of the production process means the plant is managed using proprietary Ammann AS1 software. Among other features, this allows to:
• record and monitor energy consumption in real time;
• dynamically and automatically correct the production formulas of the mixture (mix design);
• optimise the cycle based on the target production temperatures;
• regulate recipes and RAP percentage.
A tailor-made Ammann retrofit success
With these critical components now in place, the next step is commissioning the plant. This phase will rigorously test the integrated systems, fine-tune performance and ensure safety and compliance across all operations. Once commissioning is complete, the plant will officially begin production, marking the full realisation of this phase of modernisation.
What lies ahead is not just the startup of a newly retrofitted facility. Rather, it is the launch of a production plant that stands as a model for the asphalt industry, combining technical excellence with environmental responsibility.
This achievement represents the culmination of close collaboration between NCC, Ammann and a dedicated project team committed to innovation and long-term sustainability. The retrofit has transformed an existing facility into a high-efficiency, low-emission plant equipped to meet both today’s production demands and tomorrow’s environmental standards.
By integrating advanced control systems, energy-efficient components and optimised recycling capabilities, NCC is setting a benchmark for responsible asphalt production. The plant’s enhanced performance will not only improve operational reliability and cost-effectiveness but also reduce its overall carbon footprint – an important milestone in NCC’s broader sustainability journey.
As the plant moves into full operation, it stands as proof that modernisation need not come at the expense of environmental stewardship. Instead, it demonstrates how technology, when purposefully applied, can drive progress toward a more sustainable, high-performing future for the entire industry.








