For the first time, the use of 100% green hydrogen has been evaluated in the field where Veidekke Industri is using it for asphalt production.
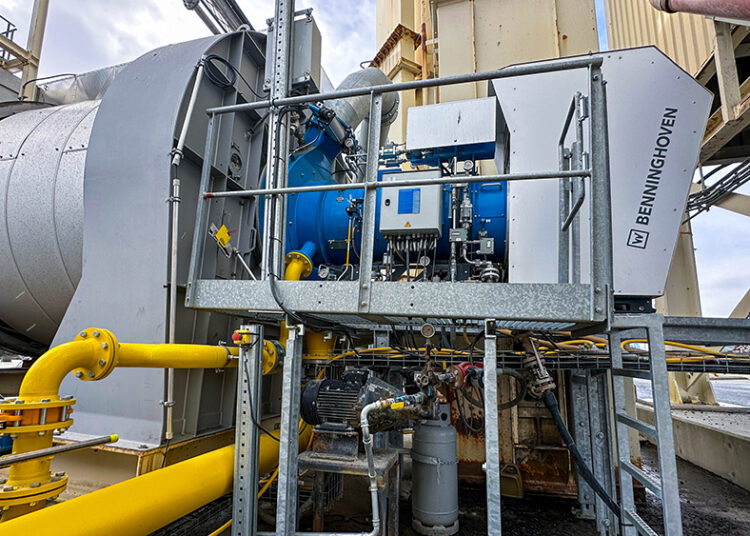
The hydrogen-burning technology comes from Benninghoven, part of the Wirtgen Group which offers a broad spectrum of technologies that drive sustainability in the asphalt industry. Foremost among these technologies is the world’s first asphalt-plant burner that can be fuelled using 100% green hydrogen.
Benninghoven has developed a coordinated end-to-end solution for material drying where users can use up to 100% green hydrogen in the production process. The hydrogen-fuelled drying system consists of a MULTI JET burner, a burner-control system and a feed system with a pressure-control section that reduces the hydrogen pressure to the required value for burner operation. Other plant components are adapted as needed to operate with hydrogen. This end-to-end solution connects directly to the hydrogen source, flexibly incorporating various sources such as trailers, supply networks or decentralised electrolysers.
A safety plan is essential when using hydrogen. This was prepared by the specialists from Benninghoven in close collaboration with the Norwegian company. In addition to the reduction of CO₂ emissions, it is also crucial to monitor NOx emissions. The Benninghoven system includes exhaust-gas recirculation, which keeps NOx emissions low.
With the hydrogen-burner system, Benninghoven provides a practical solution that offers not only technical but also economic advantages. The ability to switch flexibly between energy sources allows operators to react to market conditions and changing carbon-tax rates. The resulting reductions of operating costs play an important role in assuring the operator’s future economic viability.
2024 Climate Award
“In the past, we assessed where we could reduce CO₂ emissions in our processes as quickly as possible,” explains Eddie Heggard Engebretsen, senior project manager at Veidekke. “For asphalt paving itself, we came to the conclusion that we’d currently be able to achieve reductions of only 3%. But things look very different when it comes to asphalt production. Here, our use of hydrogen already enables us to reduce our CO₂ emissions by as much as 40%.”
Since 2023, Veidekke has been evaluating the technology at its site in Kristiansund, a small port municipality on the western coast of Norway. Several thousand tonnes of asphalt have been produced. Meanwhile, a second plant in Ålesund, around 150km south along the coast, has been running since 2024. The aim has been to validate the process and verify whether a reliable result could be achieved under changed process conditions. This step was crucial, says Engebretsen, for achieving production maturity.
Also in 2024, Veidekke was honoured with the 2024 Climate Award for its work on hydrogen-produced asphalt in Norway. The award was from the Confederation of Norwegian Enterprises, an employers’ organisation in Norway with more than 30,000 members. Veidekke is already planning to begin production at its next hydrogen-fuelled plant in 2025.
“We consider Benninghoven to be an extremely competent partner for our mission. Since the commissioning of the MULTI JET burner, we’ve already produced several thousand tons of asphalt using only hydrogen as a zero-emission energy source,” says Heggard Engebretsen.
The use of green hydrogen enables an enormous reduction of carbon emissions in asphalt production. According to latest estimates, around 45% of the carbon emissions in the road-construction-process chain are generated by asphalt-mixing plants, whereby 41% are generated solely by the burner. In view of this, the use of a hydrogen burner is the most effective tool available for the minimisation of carbon emissions.
“Here in the far north, there’s a lot of green energy being generated by hydroelectric power plants (see box). Overall, we must unfortunately say that despite the enormous potential, availability is currently still lagging behind demand,” says Heggard Engebretsen. “In my view, it can only be a question of time before this is understood and will be appropriately promoted and subsidised.”
The burner technologies can be installed or retrofitted in new-build and existing asphalt-mixing plants from Benninghoven and other manufacturers. The MULTI JET burner can use up to four different fuels at the same time, regardless of their physical state – whether solid, liquid or gaseous. Other features are mixed combustion and fuel-switching on the fly – all without having to shut down the plant or disrupt the production process.
Plant operators, therefore, enjoy a high level of flexibility in the choice of the most economically priced and readily available energy sources. The ability to simply convert plants to the latest burner technologies at any time is an important factor for achieving cost-efficient and sustainable asphalt production, not to mention securing the long-term viability of production sites.

Upbeat about hydrogen
Hydrogen is the energy of the future, Benninghoven said in a written response to questions from RST Review. In the energy-intensive thermal drying and heating process of virgin and recycled materials in asphalt production, green hydrogen enables a CO₂-free operation. Veidekke has taken a lead in this field by showing it understands its responsibility to future generations.
Benninghoven says that its new burner generation is a series-production product that can operate on 100% hydrogen without compromise. Thanks to the new burner-control system, customers can use up to four fuels simultaneously and respond quickly to fluctuations in the energy market. Meanwhile, the new burner-control system means mixed-fuel operation and seamless fuel-switching are possible at any time without shutting down the plant.
As with any technology – especially relatively new technology – safe use is paramount. Benninghoven notes that Veidekke’s safety plan, for example, specifies who is authorised to connect the H₂ trailers to the pressure-regulation system, what training this person must have and what personal protective equipment (PPE) must be worn.
In addition, the plan covers many site-specific aspects. Which routes do the trucks use to deliver hydrogen on-site? How should personnel respond in the event of a leak?
However, because it is relatively new technology, have there been concerns within the industry about increased risks to personnel operating in a hydrogen-burning environment?
“Quite the opposite, in fact,” says Benninghoven. “We do not see any correlation between safety regulations or plans and potential hesitation on the customer side. We actively support our project partners in developing these concepts and are happy to provide our expertise in an advisory role.”
Safety concepts are standard at asphalt-mixing plants, especially when it comes to fuels. Even for conventional fuels like heating oil or liquefied gas, such concepts must be developed, maintained and implemented. Benninghoven notes that in terms of water protection, for example, the regulatory requirements for an asphalt-mixing plant operating on heating oil are significantly higher than those for hydrogen.
With the technology now proven, the real issue for Benninghoven and other manufacturers of asphalt plants, as well as users of the technology, is a consistent and reliable supply of hydrogen. Benninghoven acknowledges that “availability does present a challenge but it’s not insurmountable”. There is a noticeable increase in the number of suppliers entering the hydrogen market. “As a result, availability is continuously expanding.”
Also on the increase is interest from potential customers right across Europe where Benninghoven says it has “defined projects and inquiries related to the hydrogen burner”.